



金属冲压件未来已来:3D打印与传统冲压结合的创新路径在制造业高速发展的今天,金属冲压件正迎来一场静默..







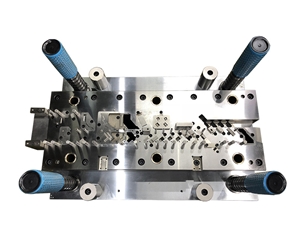
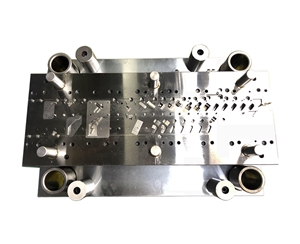
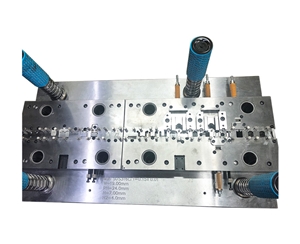
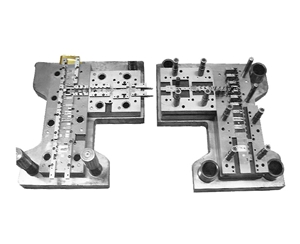
东莞市源鹏电子科技有限公司成立于2003年,位于东莞市长安镇,环境优美,交通十分便利。是一家生产加工各类精密五金冲压模具及精密五金冲压制品的生产型加工厂,拥有较强的技术实力和良好的产品质量。模具部设计加工各类五金冲裁、拉伸、冷镦、成型、弯曲等模具.包括各类五金端子模、弹片模、汽车的连接器,新能源电池五金件,产销汽车冲压件、金属冲压件、金属弹片等多种五金冲压件,广泛应用于汽车、电器、电脑等工业电子行业。及各种精密电子五金连续模、硬质合金(钨钢)拉伸及成型模具等。精工部加工的各类五金模具均由经验丰富的工程师亲自设计,并由具备多年实际经验的模具师进行加工。优化的结构,合理的布局,模具材料,精良的加工设备(慢走丝为日本进口西部机),确保每一套模具都能为您提供品质超群的产品。冲压部生产各种精密五金冲压制品。如:各类端子连接器(USB类,TypeC类,RJ类,排针类,HDMI类,DP类)、液晶显示屏外框、散热片、电脑卡...
客户需求
产品设计
方案定制及确认
打样成品
检测合格并确认
量产及
物流安全到货
启动售后服务

东莞市源鹏电子科技有限公司(奇端五金模具有限公司)成立于2008年,位于东莞市虎门镇,环境优美,交通十分便利。是一家专业生产加工各类精密五金塑胶模具及精密五金塑胶制品的生产型专业加工厂,拥有较强的技术实力和良好的产品质量。?其中模具部专业设计加工各类五金冲裁、拉伸、冷镦、成型、弯曲等模具。精工部有多名经验丰富的专业高级工程师设计,加工的各类五金模具。冲压部专业生产各种精密五金冲压制品。
我们本着“精益求精,诚实守信”的原则,竭诚为广大客户提供优质的服务。欢迎来函洽谈业务及各种精密加工。

触屏版二维码


