







源鹏电子良心企业-五金冲压模具加工订制-五金冲压模具加工
东莞市源鹏电子科技有限公司
经营模式:生产加工
地址:广东省东莞市虎门镇雅瑶工业区东一路11号
主营:研发,产销:电子配件,电子产品,端子,五金配件
业务热线:0769-81551406
QQ:389629731
产品详情 联系方式
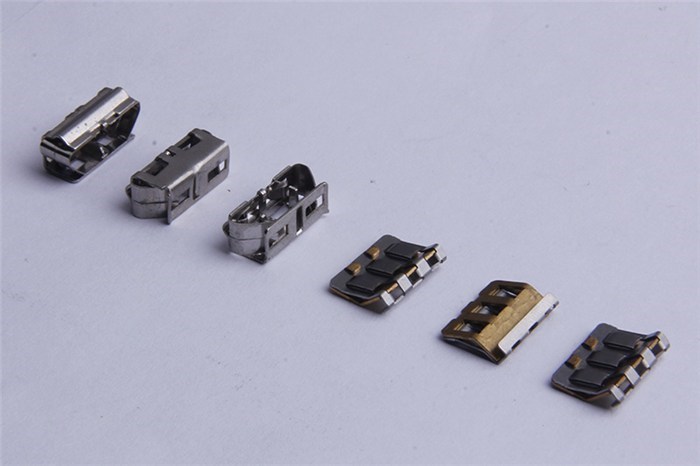
源鹏五金冲压模具加工,加工标准严格
加工图 产品图确认后,开始制订加工图。加工图的制订要注意以下几个要点:A: 产品尺寸的取值分冲孔与落料两种情况。冲孔尺寸是由冲头决定的,落料尺寸是由凹模决定的。B: 产品公差的取值以产品图为主,产品图上标有公差的,按图纸执行,产品图上未注公差的,以客户惯用的公差为准。公差取值方向参考图 1-1。 对于冲裁后会变大的尺寸,加工图尺寸为其下偏差的 2/3,对于冲裁后会变小的尺寸,加工图尺寸为其上偏差的 2/3。对于孔心距和孔边距等冲裁后尺寸基本保持不变的,则按中间公差取值。 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准,中性层与板料厚度的中间层是不同的概念。







源鹏五金冲压模具加工,注重排样
(1) 冲裁件在条料上的布置方法称为排样。每一个工件都会有多种的排样方案。排样方式有直排,单行排列,多行排列,斜排列,对头直排,对头斜排等。排样工作虽然简单,但很重要。排样的原则有 4 点:a: 提高材料利用率 材料利用率占到冲件总成本的 60%以上,是一项很重要的经济指标。冲裁过程中产生的废料分结构废料和工艺废料两种。排样时应尽量减少工艺废料,提高材料利用率。b: 操作方便、安全,减轻工人劳动强度 对单工序模具而言,材料在冲裁过中翻动要少,在材料利用率相同或相近的情况下,应尽可能选条料宽、进距小的排样方案。c: 使模具结构简单,模具寿命较高。d: 排料应保证冲裁件的质量。这一点将在下一节详细说明。
源鹏电子科技有限公司的五金冲压模具加工更加注重产品的排样,为客户提供更为精美的五金冲压模具产品!

源鹏五金冲压模具加工,加工技艺很好
生产过程中需要冲大于114.3mm直径的圆孔。如此大的孔会超出机器公称力上限,特别对于高剪切强度材料。通过多次冲孔的方法冲出大尺寸孔可以解决这一问题。使用小尺寸模具沿大圆周长剪切可以降低一半或更多的冲压力,在你已经拥有的模具中可能大部分模具都能做到。一个冲大圆孔的简易方法,这种凸透镜的模具可被制成你所需半径尺寸。如果孔径超出冲床公称力,我们推荐使用(A)方案。用此模具冲出圆形的周边。如果孔径能在冲床公称力范围内冲成,那么一个形模具和一凸透镜模具就能在四次之内冲压出所需的孔而无须旋转模具(B)
源鹏电子科技有限公司在行业内有着多年的生产经验,同时源鹏电子科技有限公司也在不断创新,不断提高五金冲压模具加工的质量,力图为客户提供越来越好的五金模具产品!


杨先生先生
手机:13694922701




