







冲压工艺模具报价-冲压工艺模具-源鹏电子出货及时
东莞市源鹏电子科技有限公司
经营模式:生产加工
地址:广东省东莞市虎门镇雅瑶工业区东一路11号
主营:研发,产销:电子配件,电子产品,端子,五金配件
业务热线:0769-81551406
QQ:389629731
产品详情 联系方式
源鹏冲压工艺模具,减少落屑
间隙究竟放在冲子上还是刀口上呢?对於冲孔,间隙放在刀口上,对於落料,一般以凹模為基準,间隙放在冲子上;在连续模中一般是冲產品以外的废料部分,相当冲孔,因此间隙放在刀口上,对於单边切断型,相当落料,其间隙放在刀口上,不过这种形式,也可以不放间隙;在冲孔落料复合模中,一般凸凹模,内外脱共用,因此存在间隙回属问题,一般以凹模(又叫母模)為基準,凸模(又叫公模)单边负多少.至於内外脱,其间隙一般以公母模来相配合。至於这个间隙要不要画出来因各厂习惯而羿:有的厂不画出来,冲子和刀口一样大,隻是在刀口旁边加注解说明如:下模入子:单+0.01 T=25.0SKD11 刀口深2.0以下斜1.0%%d落屑;而有的厂要求直接画出来,隻须写刀口直线位落屑斜度冲子:单+0.0 L=50.5 SKD11下模入子:单+0.01 T=25.0SKD11 刀口深2.0以下斜1.0%%d落屑。







源鹏冲压工艺模具,操作更简单
材料不需加热一般情况下,在进行冲压作业时,材料不需加热。这样不但可以节约能源,减少加热设备和场地占用,还可避免因加热带来的制品表面氧化、烧及变形带来的形状尺寸不稳定。也可以防止因温度升高给模具带来的不利影响。冲件力学性能得到提高受五金冲压作硬化现象的影响,冲件表面组织紧密,硬度及耐磨性增加,冲件的强度和刚性也有所提高。适应范围广适合冲压成形的产品很多。能解决许多一般机械加工无法或难以完成的加工内容,尤其对于一些薄、软、难、怪、微型的零件,或非金属材料零件的加工成形,五金冲压成形几乎是唯的加工成形方法。操作简单,工人劳动强度低产品的成形过程及基本质量大多由模具和冲压设备来保证,操作时的基本动作都是一样的,而且不受产品复杂程度的影响。对操作工也没有过高的技术要求,经短期的岗位培训,即可上岗操作。

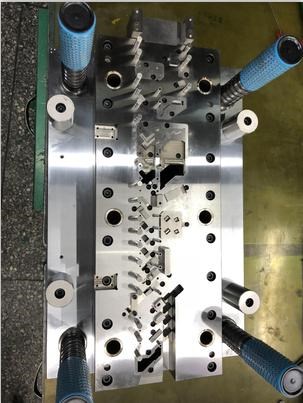
源鹏冲压工艺模具,结构品质很好
冲压工艺模具的主要结构由模架部分、工作部分和卸料部分三大结构所组成。模具的模架部分由上模座、导柱13、导套和下模座所组成。模具的工作部分由凹模、凸模和凸凹模所组成。模具的打料、卸料部分由打料板、打料杆、打料动板、卸料板、卸料弹簧和卸料螺钉所组成。三大结构中的凸、凹模件是模具的工作部件,是形成模具冲压制件的形状和尺寸的关键性零件,也是模具制造加工中为复杂、工艺要求严格的零件,是整套模具制造工艺的要点。
其他结构件如模座模架等模具结构件和导套、导柱和各种销、柱、钉类一般都属于模具的标准件,除了较大型的结构件外,一般企业不再进行单独的制造。常用模具结构件往往大同小异,各个企业多半有自己的机构标准和针对企业的机床而配备的基础结构件的储备。


杨先生先生
手机:13694922701




